
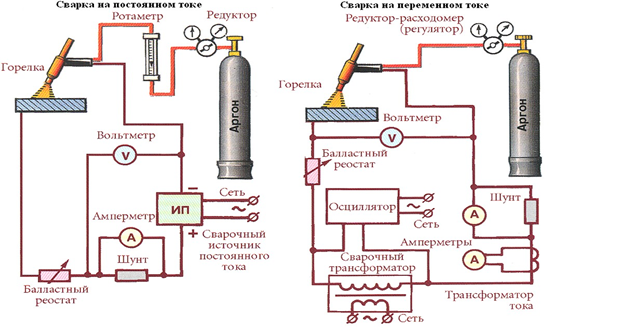
Сварка алюминиевых сплавов на постоянном токе
Для большинства пользователей TIG-аппаратов информация о том, что работать данным процессом с алюминием и его сплавами можно на постоянном токе сродни взрыву маленькой информационной бомбы.
«Так не бывает! Я пробовал – ничего не вышло!» – вот типичные ответы, но всё не так однозначно.
Сама история изобретения TIG в США в 40гг. ХХ века связана со сваркой магния и алюминия в авиации на постоянном токе в аргоне на обратной полярности. И в гелии – на прямой.
Ограничением развития данной технологии стало существенная проблема устойчивости электрода при высоких токах.
На обратной полярности в аргоне вольфрамовый электрод мог приемлемо держать форму при нагрузке не более 25А/1 мм Ø электрода.
Для сварки же алюминиевых сплавов расчётный ток в первом приближении начинался от 40А/1 мм толщины.
Тот есть для сварки 10 мм листа нужен был электрод примерно в 16 мм диаметром. Дорого и сложно.
Помимо этого были ещё проблемы, но и этой хватало с лихвой.
На прямой полярности такой проблемы не было, но тепловой мощности дуги не хватало для испарения/разрушения слоя Al2O3, так как в данном случае речь о катодном распылении оксида речь не шла в принципе.
В гелиевой среде тепловой мощности на прямой полярности было более чем достаточно, однако всю обедню портил несуразно высокий ценник процесса.
Гелий – газ не «дорогой», а «очень ДОРОГОЙ» !
В итоге процесс «TIG DCEN He» прижился для специальных работ с высоким бюджетом на больших толщинах – от 10 мм.
А в лидеры массовой TIG-сварки материалов из алюминиевых и магниевых сплавов вышел процесс TIG AC Ar – сварка на переменном токе в аргоне вольфрамовым электродом.
Как говориться – дёшево и сердито. Относительно, конечно.
Картинка взята из открытых источников
«Так не бывает! Я пробовал – ничего не вышло!» – вот типичные ответы, но всё не так однозначно.
Сама история изобретения TIG в США в 40гг. ХХ века связана со сваркой магния и алюминия в авиации на постоянном токе в аргоне на обратной полярности. И в гелии – на прямой.
Ограничением развития данной технологии стало существенная проблема устойчивости электрода при высоких токах.
На обратной полярности в аргоне вольфрамовый электрод мог приемлемо держать форму при нагрузке не более 25А/1 мм Ø электрода.
Для сварки же алюминиевых сплавов расчётный ток в первом приближении начинался от 40А/1 мм толщины.
Тот есть для сварки 10 мм листа нужен был электрод примерно в 16 мм диаметром. Дорого и сложно.
Помимо этого были ещё проблемы, но и этой хватало с лихвой.
На прямой полярности такой проблемы не было, но тепловой мощности дуги не хватало для испарения/разрушения слоя Al2O3, так как в данном случае речь о катодном распылении оксида речь не шла в принципе.
В гелиевой среде тепловой мощности на прямой полярности было более чем достаточно, однако всю обедню портил несуразно высокий ценник процесса.
Гелий – газ не «дорогой», а «очень ДОРОГОЙ» !
В итоге процесс «TIG DCEN He» прижился для специальных работ с высоким бюджетом на больших толщинах – от 10 мм.
А в лидеры массовой TIG-сварки материалов из алюминиевых и магниевых сплавов вышел процесс TIG AC Ar – сварка на переменном токе в аргоне вольфрамовым электродом.
Как говориться – дёшево и сердито. Относительно, конечно.
Картинка взята из открытых источников